

░l¼F─┐Ū░╩╣ė├ć°ā╚ąŻ£╩čbų├▓╗─▄ūįäėūRäeé„ĖąŲ„Ż¼▀@śė╚ń╣¹▓┘ū„╚╦åT═³ėøĖ³ōQāx▒Ē═©Ą└Ż¼ ╚▌ęūįņ│╔ÖzČ©öĄō■Õeš`║═é„ĖąŲ„▀^▌dŻ█1 ŻŁ 6Ż▌ ĪŻ║▄ČÓ¼Fł÷ÖzČ©įOéõ×ķ┴╦ĘĮ▒ŃöyĦ╩Ī╚ź┴╦ėŗ╦ŃÖCŻ¼ öĄō■ąĶę¬╩ųäėėøõøŻ¼▀@śė╣żū„ą¦┬╩▓╗Ė▀▓óŪę╚▌ęū│÷ÕeĪŻ▀Ćėą┤¾▓┐Ęų¼Fł÷įOéõ▓╔ė├╩ųäė╝ė▌dŻ¼ ą¦┬╩║▄Ą═ĪŻŠC╔Ž╦∙╩÷Ż¼čąųŲĖ³ųŪ─▄ĪóĖ³ĘĮ▒ŃöyĦĄ─¼Fł÷ąŻ£╩čbų├×ķ╠ßĖ▀░Ō╩ųĄ─£y┴┐£╩┤_Č╚╠ß╣®┴╦╝╝ąg▒ŻšŽĪŻ
1 ┐é¾wįOėŗĘĮ░Ė
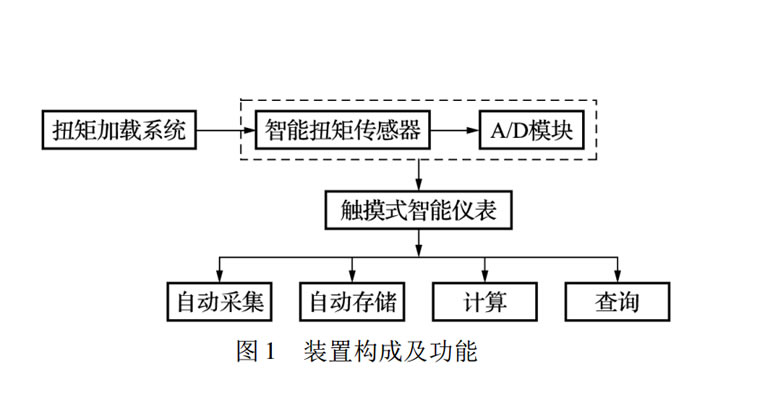
š¹éĆųŪ─▄ą═▒Ńöy╩ĮļŖäė┼żŠž░Ō╩ųąŻ£╩čbų├ė╔┼żŠž╝ė▌dŽĄĮyĪóųŪ─▄é„ĖąŲ„║═ųŪ─▄āx▒ĒĄ╚śŗ│╔Ż¼ ╚ńłD 1╦∙╩ŠĪŻūįäė║═╩ųäėŽÓĮY║ŽĄ─╝ė▌dĘĮ╩Į╠ßĖ▀┴╦╣żū„ą¦┬╩Ż¼ę▓╣Ø╩Ī┴╦╚╦┴”ĪŻųŪ─▄é„ĖąŲ„▓╔ė├Ą═│╔▒ŠĄ─ DALLAS2401 ░ļī¦¾wąŠŲ¼Ż¼ ĮĄĄ═┴╦╔·«a│╔▒ŠŻ¼ ┐╔īŹ¼FūįäėūRäe╣”─▄ĪŻė|├■╩ĮųŪ─▄āx▒Ē─▄īŹ¼FĘÕųĄūįäė▓╔╝»Īó┤µā”ėŗ╦Ń║═▓ķįā╣”─▄Ż¼┐╔į┌¼Fł÷═Ļ╚½╚Ī┤·ėŗ╦ŃÖCĪŻ
2 ųŪ─▄╗»čbų├
╦∙ų^ųŪ─▄░³└©ā╔ĘĮ├µ: ę╗ĘĮ├µ╩ŪŠ▀ėąūįäėūRäeĄ─ųŪ─▄é„ĖąŲ„Ż¼ę╗ĘĮ├µ╩Ū─▄īŹ¼FūįäėūRäe║═▓╔╝»Ą─ųŪ─▄āx▒ĒĪŻ
2. 1 ųŪ─▄é„ĖąŲ„
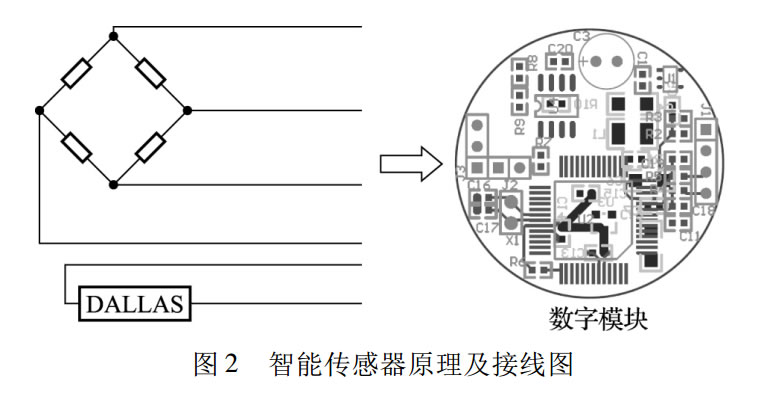
īó─ŻöMæ¬ūā╩Įé„ĖąŲ„Įø▀^ĮMś“║¾ų▒ĮėīóļŖś“Ą─ļŖē║─ŻöMą┼╠¢Įė╚ļå╬Ų¼ÖC CS5530 Ą──ŻöM▌ö╚ļČ╦Ż¼═©▀^ CS5530Ą─A/D ▐DōQŲ„īóļŖē║ą┼╠¢▐DōQ│╔öĄūųą┼╠¢Ż¼ å╬Ų¼ÖCī”ĢrńŖļŖ┬ĘĪóÅ═╬╗ļŖ┬ĘĪóļŖį┤ļŖ┬ĘĪó┤«ąą═©ėŹ─ŻēKĪó┤µā”─ŻēK▀Mąą┐žųŲŻ¼═©▀^ŠÄ│╠╠Ä└Ē║¾░┤ššę╗Č©Ą─Ė±╩ĮīóöĄō■═©▀^ ŻęS485 ┤«ąą═©ėŹĮė┐┌▌ö│÷ĪŻ▓╔ė├DALLAS2401░ļī¦¾wąŠŲ¼ĪŻįōąŠŲ¼į┌╣żÅS╔·«aĢrŻ¼┐╠╚ļĮøÖz£yĄ─64╬╗ūóāį┤a(8╬╗╝ęūÕ┤a+48╬╗ą“┴ą┤a+8╬╗CŻęCąŻ“×┤a)Ż¼ę“┤╦┐╔ęį▒ŻūCø]ėą╚╬║╬ā╔éĆŲ„╝■Ą─ūóāį┤a╩ŪŽÓ═¼Ą─ĪŻ▓╔ė├Ą═│╔▒Š TSOC ▒Ē├µ┘NĘŌčbŻ¼ĘĮ▒Ńčbį┌é„ĖąŲ„▓ÕŅ^╗“ĮėŠĆŪ╗ųąĪŻįŁ└ĒłD╚ńłD2╦∙╩ŠĪŻ
2.2 ųŪ─▄āx▒ĒįOėŗ
2.2.1 āx▒ĒūįäėūRäeįŁ└Ē
═©▀^āx▒ĒļŖ┬Ę╔Ž«a╔·Ą─├}ø_ą┼╠¢üĒ½@Ą├ąŠŲ¼į┌ŠĆ├}ø_æ¬┤┤aĪŻāx▒Ēį┌ś╦Č©é„ĖąŲ„ĢrŽ╚ūx╚Ī▀@éĆūóāį┤aŻ¼╚╗║¾īóūóāį┤aą┼Žó║═é„ĖąŲ„Ą─ś╦Č©ą┼Žóę╗═¼┤µā”į┌āx▒ĒųąĪŻ«öé„ĖąŲ„Įė╚ļāx▒Ē║¾Ż¼āx▒Ē╩ūŽ╚ūx╚Īįōé„ĖąŲ„Ą─ūóāį┤aŻ¼╚╗║¾┼cāx▒Ēųą╦∙ėąūóāį┤aŽÓ▒╚▌^Ż¼šę│÷ŽÓ═¼Ą─ūóāį┤a╝░╦∙ī”æ¬Ą─é„ĖąŲ„ś╦Č©ŽĄöĄŻ¼▓ó═©▀^ėŗ╦Ńīóé„ĖąŲ„£y┴┐ųĄ’@╩Šį┌āx▒Ē╔ŽĪŻ
2.2.2 āx▒Ēūįäė▓╔╝»╣”─▄įOėŗ
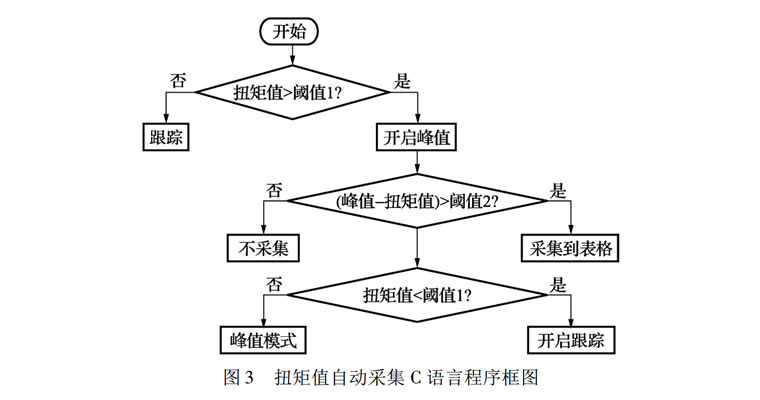
┤¾ČÓöĄāx▒Ēų╗Š▀ėą’@╩Š╣”─▄▓╗Š▀ėąöĄō■▓╔╝»║═Ęų╬÷╣”─▄Ż¼ąŻ£╩╚╦åTį┌ąŻ£╩ĢrŻ¼ę╗▀ģ▓┘ū„ąŻ£╩čbų├Ż¼ę╗▀ģė├╣PėøõøąŻ£╩öĄō■ĪŻ▀@śė▓╗Ą½╣żū„ą¦┬╩Ą═▀Ć╚▌ęū│÷ÕeĪŻ×ķ┴╦ĘĮ▒ŃąŻ£╩åTū÷ėøõøŻ¼āx▒ĒīŻķTįOėŗ┴╦öĄō■▓╔╝»╣”─▄Ż¼▓╔╝»▒ĒĖ±ą╬╩Į═Ļ╚½░┤šš JGJ707Ī¬2014ĪČ┼żŠž░ŌūėÖzČ©ęÄ│╠ĪĘĄ─▒ĒĖ±ą╬╩ĮŻ█7Ż¼▀@śėĘĮ▒Ń║¾├µĄ─ėŗ╦Ń║═│÷ūCĢ°ĪŻāx▒Ē▓╔ė├Š▀ėąCšZčį╣”─▄Ą─ė|├■Ų┴ū„×ķ’@╩ŠĮKČ╦ĪŻąŻ£╩╚╦åT┐╔ęį═©▀^įOČ©ūŅ┤¾┼żŠžųĄ║═▓╔╝»ė|░lųĄŻ¼ īŹ¼F┼żŠžųĄĄ─ūįäė▓╔╝»ĪŻ▓óĖ∙ō■▓╔╝»öĄō■▀MąąŲĮŠ∙ųĄ║═╩ŠųĄŽÓī”š`▓Ņ║═╩ŠųĄųžÅ═ąįĄ─ėŗ╦ŃĪŻC šZčį│╠Ż█8Ż▌┐“łD╚ńłD3 ╦∙╩ŠĪŻŲõųąķōųĄ1▒Ē╩Š▀M╚ļĘÕųĄ─Ż╩ĮĄ─┼ąöÓŚl╝■Ż¼ķōųĄ2▒Ē╩Š▓╔╝»ĘÕųĄ┼ąöÓŚl╝■ĪŻ«ö┼żŠžųĄ│¼▀^ķōųĄ 1Ż¼āx▒ĒūįäėÅ─Ė·█Ö─Ż╩Įūā×ķĘÕųĄ─Ż╩ĮĪŻ«öĘÕųĄ║═«öŪ░Ą─┼żŠžųĄų«▓Ņ┤¾ė┌ķōųĄ 2 ĢrŻ¼│╠ą“Ģ■īóĘÕųĄūįäė▓╔╝»ĄĮ▒ĒĖ±ųąŻ¼╚╗║¾ĮŌ│²ĘÕųĄ╣”─▄ĪŻķōųĄ1║═2Ą─įOČ©Ė∙ō■ųŪ─▄é„ĖąŲ„Ą─┴┐│╠üĒėŗ╦ŃĄ├ĄĮĪŻ▒ŠįOéõųąķōųĄ1×ķé„ĖąŲ„ØM┴┐│╠ųĄĄ─5%Ż¼ķōųĄ2×ķØM┴┐│╠ųĄĄ─2/3ĪŻ
2.2.3 āx▒Ē▓ķįā╣”─▄
āx▒ĒĢ■ūįäėīóÖzČ©įOéõĄ─ŠÄ╠¢┼cąŻ£╩öĄō■ī”æ¬ŲüĒŻ¼ę╗Ų▒Ż┤µį┌āx▒Ē╝─┤µŲ„ųąĪŻę╗╣▓┐╔ęį┤µā”500 ░č░Ō╩ųĄ─ą┼ŽóĪŻ▀M╚ļ▓ķįāĮń├µ║¾Ż¼┐╔ęį┐┤ĄĮ╦∙ėą═Ļ│╔ąŻ£╩Ą─įOéõŠÄ╠¢ęį╝░į┌āx▒Ēųą┤µā”Ą─╬╗ų├ĪŻų╗ę¬▌ö╚ļ┤²▓ķįāįOéõĄ─ą“╠¢Ż¼Š═┐╔ęį▓ķįāįōįOéõĄ─ąŻ£╩ą┼ŽóĪŻ▓óŪę╦∙ėąĄ─ÖzČ©ĮY╣¹Č╝┤µ│╔ CSV Ė±╩ĮŻ¼ÖzČ©╚╦åT┐╔ęį═©▀^ U ▒PīóöĄō■ī¦│÷Ż¼į┌ėŗ╦ŃÖC╔Žė├Excel ▄ø╝■īóöĄō■┤“ķ_ĪŻ▀@ę╗╣”─▄╩Ī╚źąŻ£╩╚╦åTį┌¼Fł÷ėøõø┤¾┴┐öĄō■Ą─╣żū„Ż¼ ╦∙ėąĄ─▓╔╝»öĄō■║═ėŗ╦ŃĮY╣¹Č╝┐╔ęįį┌╚š║¾Ė∙ō■ąĶ꬚{│÷Ż¼į┌▀MąąĘų╬÷╗“│÷Š▀ūCĢ°Ģr╩╣ė├ĪŻ
3 ļŖäė┼żŠž╝ė▌dčbų├
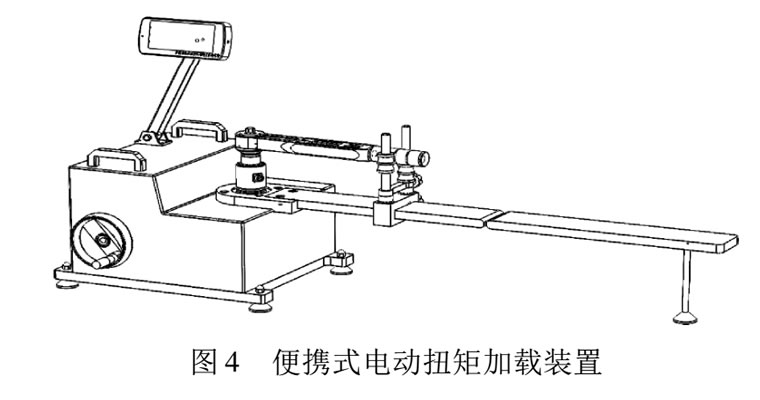
×ķĘĮ▒Ń¼Fł÷ÖzČ©╩╣ė├Ż¼š¹éĆįOéõ▒žĒÜĘĮ▒ŃöyĦĪŻę“┤╦ÖzČ©čbų├Ą─ų¦ō╬▒█▓╔ė├┐╔š█»B╩ĮŻ¼┼żŠžé„ĖąŲ„ę▓▓╔ė├ų▒▓Õ╩ĮŻ¼¼Fł÷▓╗ąĶ╚╬║╬╣żŠ▀Š═┐╔ęį░▓čb║═▓ąČ╝ė▌dčbų├ĪŻųŪ─▄āx▒Ē▓╔ė├┐╔╔ņ┐sų¦╝▄╣╠Č©Ż¼ĘĮ▒Ńš{š¹ĮŪČ╚ĪŻš¹éĆčbų├Ą─ĮYśŗ╩ŠęŌłD╚ńłD 4 ╦∙╩ŠĪŻę“×ķ┤¾▓┐ĘųĄ─¼Fł÷čbų├┐╝æ]ĄĮļŖį┤Ą─å¢Ņ}Ż¼ ╦∙ęįČÓ╩Ū▓╔ė├╩ųäė╝ė▌dĄ─ĘĮ╩ĮĪŻ▀@śėį┌▒╗Öz░Ō╩ųÅ─äéčb╔ŽĄĮ╝ė╔Ž┼żŠžĢ■ėąę╗Č╬┐šąą│╠Ż¼ ╚½▓┐▓╔ė├╩ųäė╝ė▌dŻ¼ę╗ĘĮ├µ▒╚▌^┘M┴”Ż¼┴Ēę╗ĘĮ├µ╣żū„ą¦┬╩ę▓▓╗Ė▀ĪŻę“┤╦Ż¼į┌╝ė▌dĘĮ╩Į╔Ž▓╔ė├╩ųäė║═ļŖäėŽÓĮY║ŽĄ─ĘĮ╩ĮŻ¼čbų├ųą╝ėę╗éĆā”─▄╩ĮļŖÖCüĒīŹ¼F┐šąą│╠Ą─ļŖäė╝ė▌dŻ¼╣Ø╩Ī╚╦┴”Ż¼╠ßĖ▀ą¦┬╩Ż¼ «ö┐šąą│╠ĮY╩°é„ĖąŲ„╝ė╔Ž┴”║¾Š═┐╔ęįĖ─│╔╩ųäė╝ė▌dĪŻ
4 ĮYšō
ą┬ą═ųŪ─▄¼Fł÷┼żŠž░Ō╩ųąŻ£╩čbų├Åøča┴╦¼Fėą¼Fł÷ąŻ£╩čbų├╣żū„ą¦┬╩▓╗Ė▀Īó╚▌ęū│÷ÕeĄ─å¢Ņ}Ż¼ ×ķ╬õŲ„čbéõ┼żŠžĄ─ėŗ┴┐╠ß╣®╝╝ąg▒ŻšŽĪŻ